熱塑性碳纖維單向帶鋪層時需要考慮角度問題嗎
在制作碳纖維制品時,可能會模壓的工藝,該工藝要求廠家熟練的進行碳纖維預浸料的鋪層,以避免鋪層中存在的問題導致碳纖維制品性能的坍塌。作為綜合性能更好的熱塑性碳纖維,在使用該型復合材料單向帶進行模壓工藝制作產品時,是否也需要對鋪層環(huán)節(jié)進行較好的要求呢?
熱塑性碳纖維單向帶鋪層時需要考慮角度問題嗎?
熱塑性碳纖維單向帶與熱固性碳纖維單向帶的區(qū)別在于樹脂基體的不同,這可能導致樹脂浸潤碳纖維的浸潤效果存在差異,以及兩種碳纖維復合材料的性能存在差異。不過在加工制品的環(huán)節(jié),熱塑性碳纖維和熱固性碳纖維單向帶的操作方式和注意事項上有很多是雷同的。
比如預浸料鋪層這一步,熱塑性碳纖維單向帶同樣需要考慮角度、厚度和壓實的問題,其中角度就是纖維方向的選擇,厚度是單一方向上預浸料的層數和厚度限制,而壓實就是讓預浸料中存在的空隙盡可能的減少。
以上的幾個操作注意事項,目的都是為了讓預浸料鋪層時盡可能的降低制品成型后性能下降的風險,來看看熱塑性碳纖維單向帶在進行鋪層時有哪些角度可供選擇,以及分別帶來哪些對應的效果。
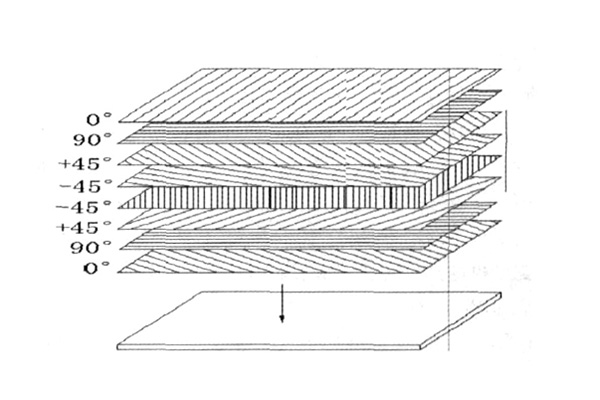
1、0°(單向):該疊層由平行于加載方向排列的纖維組成。它在載荷方向上具有高剛度和強度,使其適用于主要載荷為單向的組件,例如梁或柱。
2、90°(交叉層或0°/90°):這種鋪層由兩層組成,一層纖維沿0°方向排列,另一層纖維沿90°方向排列。它提供良好的面內剪切性能,通常用于需要支撐面內和面外載荷的應用中。
3、±45°(45°/−45°或準各向同性):該疊層由兩層組成,其中一層纖維以±45°角度排列。它提供平衡的面內特性和改進的抗分層能力。當載荷方向未明確定義或結構需要各向同性行為時,通常使用它。
4、定制鋪層角度:在某些情況下,可以選擇定制鋪層角度(如30°)來滿足特定的負載路徑,并根據應用的要求定制復合材料的機械性能,另外一些先進的復合材料設計和模擬工具可以幫助優(yōu)化定制鋪層角度。
熱塑性碳纖維單向帶的鋪層并不是千篇一律的,還是需要根據制品的性能和應用場景進行選擇。當然大前提還是盡可能的降低碳纖維制品成型后性能下降的風險,在這個基礎上優(yōu)化鋪層角度、厚度,后續(xù)加工中還需要控制好熱壓設備的溫度和壓力,這樣才能生產出性能符合使用要求的熱塑性碳纖維制品。
文章轉載說明:本文由無錫智上原創(chuàng)編輯發(fā)布,版權所有,未經允許不得轉載。